{kind=link}
{kind=link}
{kind=link}
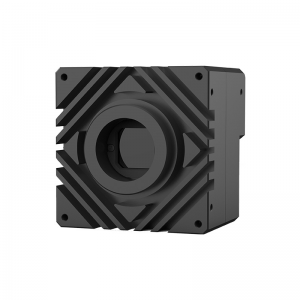
One Drag Four Video Camera Solution
One drag four video microscope 1. Introduction to one-to-four video microscope Features One drag four video microscope is






One drag four video microscope 1. Introduction to one-to-four video microscope Features One drag four video microscope is
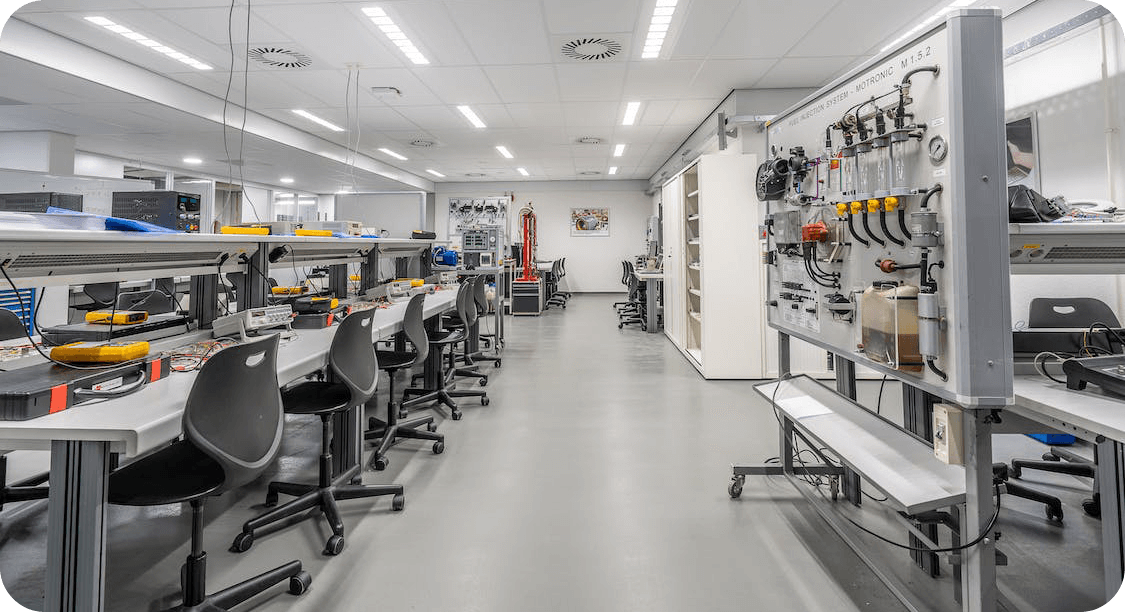
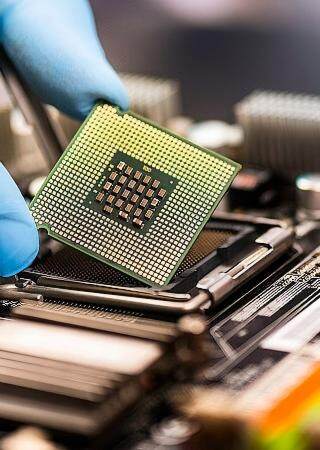
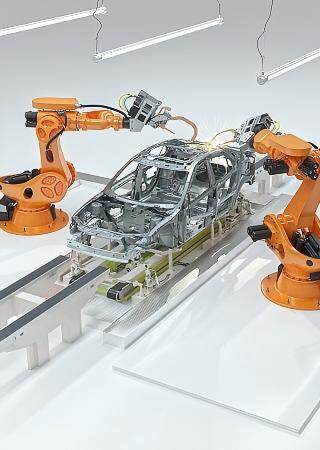
As a professional camera hardware manufacturer, MindVision can customize camera hardware with deep learning capabilities for various industries,

On the basis of smart cameras, we can add the following functions to make an all-in-one handheld camera.